Yüksek Yoğunluklu Polietilen (kısaca HDPE), petrol türevli bir termoplastik polimerdir ve genel kimyasal formülü (C₂H₄)n şeklindedir. HDPE formülü, etilen monomer biriminin tekrarını temsil eder ve bir polietilen moleküler zinciri oluşturur. HDPE, diğer polietilen türlerinden farklıdır çünkü yan zincir dallanma sıklığı diğer polietilen türlerine göre daha düşüktür. Bu nedenle HDPE genellikle “lineer” bir zincir olarak adlandırılır. Bu lineer yapı, HDPE’nin daha sıkı bir şekilde paketlenmesine olanak tanır ve olağanüstü malzeme özelliklerinin temel sebebidir.
EKSTRÜZYON
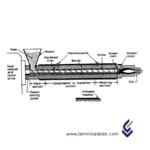
Ekstrüzyon süreci, yumuşak bir malzemeyi sürekli olarak belirli bir forma dönüştürmek için tasarlanmıştır. Bu işleme/üretim makinesinin merkezi bileşeni bir vida konveyörüdür. Soğuk plastik malzemeyi (granül veya toz formunda) vida hareketiyle ileri taşır, sıkıştırır ve harici ısıtıcıların sağladığı ısı ile viskoz akışın sürtünmesi sayesinde eriyik hale getirir (Bkz. Şekil 1). Bu işlem sırasında, eritilmiş plastiğin kalıba girmeden hemen önce en yüksek seviyeye ulaşan bir basınç oluşur. Vida ve kalıp arasına yerleştirilen, bir kırıcı plaka üzerinde desteklenen ince veya kalın örgü eleklerden oluşan süzgeç paketi, kirleri ve tam olarak erimemiş polimer topaklarını filtreler. Eritilmiş plastik üzerindeki basınç, malzemeyi bir adaptör ve ardından kalıba zorlar; kalıp, nihai ekstrüde ürünün şeklini belirler.
Sıcak Ekstrüzyon
Sıcak ekstrüzyon, malzemenin çalışma sertleşmesini önlemek ve kalıptan geçişini kolaylaştırmak amacıyla malzemenin yeniden kristalleşme sıcaklığının üzerinde gerçekleştirilen bir sıcak işleme yöntemidir. Çoğu sıcak ekstrüzyon işlemi, 230 ila 11.000 metrik ton aralığında değişen yatay hidrolik preslerde yapılır. Basınçlar 30 ila 700 MPa arasında değişir, bu nedenle yağ veya grafit gibi düşük sıcaklıklarda, cam tozu gibi yüksek sıcaklıklarda kullanılan bir yağlama gereklidir. Bu sürecin en büyük dezavantajı, makine maliyetleri ve bakım giderleridir.
Soğuk Ekstrüzyon
Soğuk ekstrüzyon, başlangıç malzemesinin (külçe veya parça) oda sıcaklığında bulunduğu, itme yoluyla gerçekleştirilen bir sıkıştırma şekillendirme işlemidir. Ancak işlem sırasında, deformasyon çalışmasının ısıya dönüşmesi nedeniyle malzeme birkaç yüz dereceye kadar ısınır. Tipik olarak, malzeme tamamen veya kısmen sabit bir kalıp içine yerleştirilir ve üzerine bir zımba ile basınç uygulanır.
Ekstrüzyonun Avantajları
- Büyük ölçekli üretim için maliyet etkin ve minimum atık üretimi sağlar.
- Çeşitli malzemeler ve şekilleri destekleyen çok yönlü bir yöntemdir.
- Katkı maddeleri ve tasarım esnekliği sayesinde özelleştirilebilir.
- Tutarlı kalite ve ölçeklenebilir üretim imkânı sunar.
- Enerji verimlidir ve diğer süreçlerle entegre edilebilir.
Ekstrüzyonun Dezavantajları
- Malzeme sınırlamaları: Tüm polimerler ekstrüzyona uygun değildir.
- Yüksek kurulum maliyetleri: Ekipman ve kalıplar pahalıdır.
- Boyutsal değişkenlik: Soğuma sırasında büzülme ve kalıptan çıkarken genleşme olabilir.
- Şekil sınırlamaları: Karmaşık tasarımlar zor uygulanır.
- Kalite kontrol sorunları: Yüzey kusurları ve malzeme tutarsızlıkları oluşabilir.
- Son işlem gerekliliği: Kesme, bitirme veya kaplama işlemleri gerekebilir.
- Çevresel etkiler: Enerji tüketimi ve plastik atıklar çevresel endişelere yol açabilir.
Ekstrüzyon Uygulamaları
1. İnşaat Sektörü
- Borular ve tüpler (örneğin PVC borular, drenaj sistemleri).
- Pencere ve kapı profilleri (örneğin uPVC çerçeveler).
- Yalıtım malzemeleri (örneğin köpük levhalar, hava sızdırmazlık fitilleri).
2. Ambalaj Sektörü
- Plastik filmler ve levhalar (örneğin gıda ambalajları, shrink filmler).
- Kaplar ve tepsiler.
3. Otomotiv Sektörü
- Sızdırmazlık contaları ve keçeler.
- Kablo ve tel yalıtımı.
- İç kaplamalar ve koruyucu kılıflar.
4. Tüketici Ürünleri
- Pipetler, halatlar ve bahçe hortumları.
- Mobilya veya beyaz eşyalar için plastik profiller.
5. Elektrik ve Elektronik
- Tel ve kablo kaplamaları.
- Elektrik tesisatı için koruyucu borular.
6. Tıp Alanı
- Kateterler, tüpler ve diğer tıbbi sınıf profiller.
7. Endüstriyel Uygulamalar
- Konveyör bantları ve kılavuzları.
- Makineler için koruyucu kaplamalar.
8. Tarım
- Sulama boruları ve filmler.
- Seralar için kaplama malzemeleri.
")
")

Applications
| Applications | , , , , , , |
|---|
EKSTRÜZYON
| Ürünler | Kalite | MFI (g/10 dk) | Yoğunluk (g/mm³) | İşleme Yöntemi | Uygulamalar |
|---|---|---|---|---|---|
| HDPE PE80 | Ex3 | 2,00 | 94,00 | Ekstrüzyon, Enjeksiyon Kalıplama, Şişirme Kalıplama, Rotasyonel Kalıplama | Su ve gaz boruları, kimyasal depolama tankları, bağlantı parçaları ve kanallar |
| HDPE PE100 | CRP 100 B | 25,00 | 947,00 | Ekstrüzyon, Enjeksiyon Kalıplama, Şişirme Kalıplama | Borular, bağlantı parçaları, tanklar ve endüstriyel kullanımlar |
| HDPE PE100 | CRP 100 N | 20,00 | 95,00 | Ekstrüzyon, Enjeksiyon Kalıplama, Şişirme Kalıplama, Rotasyonel Kalıplama | Borular, bağlantı parçaları, kimyasal tanklar, endüstriyel kullanımlar |
| Extrusion HDPE | HBM 4265 | 25,00 | 950,00 | Ekstrüzyon | Borular, koruyucu kaplamalar, kanallar ve endüstriyel uygulamalar |





