
Enjeksiyon Kalıplama
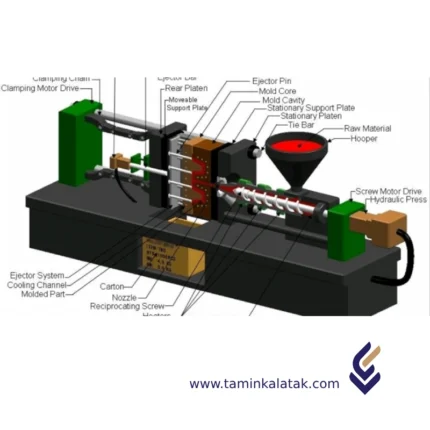
Enjeksiyon kalıplamada, polimer granülleri bir piston (ram) veya vida (screw) tarafından sıkıştırılarak ısıtılır ve eriyik hale getirilir. Daha sonra, basınç altında soğuk, iki parçalı bir kalıba enjekte edilir (Şekil 26.3(b)).
Kalıplanan polimer, cam geçiş sıcaklığının (Tg) altına kadar soğutulur, kalıp açılır ve ürün dışarı atılır.
Kalıpta büzülmeyi telafi etmek için fazla polimer enjekte edilir.
Polimer molekülleri, enjeksiyon sırasında akış yönüne paralel olarak hizalanır, bu da malzemeye ekstra mukavemet kazandırırken anizotropik (yönlenmiş) özellikler oluşturur.
Bu süreç, polimerin basınç altında soğutulması nedeniyle yüksek hassasiyete sahip kalıplamalar üretir. Ancak yavaş bir yöntemdir (döngü süresi 1 ila 5 dakika arasındadır) ve kalıpların maliyeti yüksektir.
Termoplastikler için tipik kalıplama sıcaklıkları 150–350°C (1.3 ile 1.6 Tg) arasındadır.
Ayrıntılı ve kaliteli parçalar üretmek için gereken basınç oldukça yüksektir ve genellikle 30–120 MN/m² aralığındadır.





